


无需繁琐的文字描述,观看我们的视频,让弯管 中频弯管厂家新品产品一览无余!
以下是:弯管 中频弯管厂家新品的图文介绍

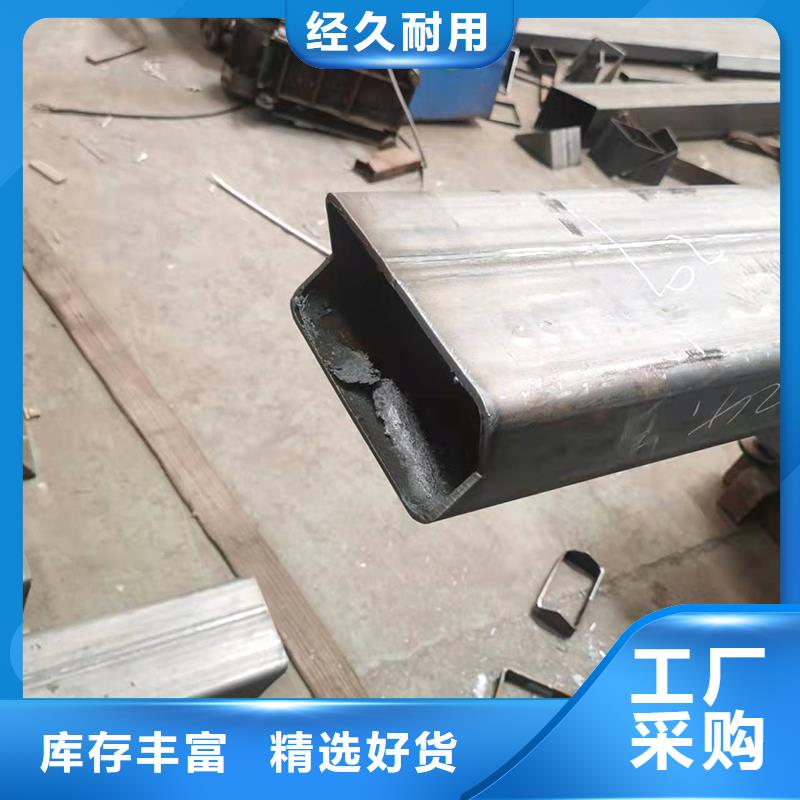
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。


型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。



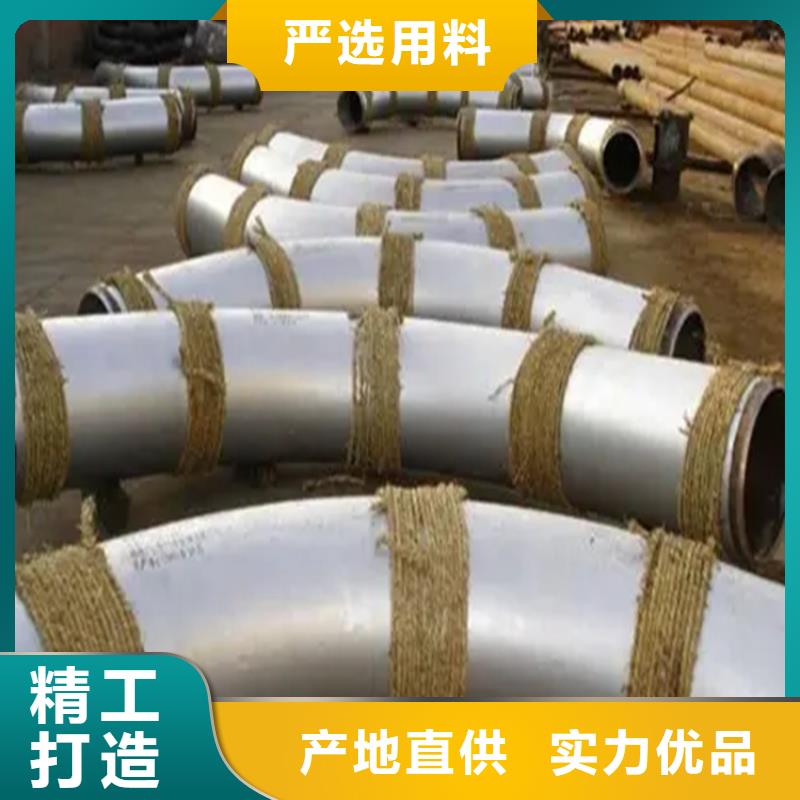
航萧管件(兴山县分公司)始终坚持以市场和用户需求为导向,以完善的管理体系和质量保证体系为基础,通过与国内外专业研究机构开展广泛的学研合作,开展 O型弯管技术开发和系统集成服务,使公司产品走向系列化。凭借优厚的技术实力及研发创新的产品实力,在全国二十多个省、市、自治区形成销售网络, O型弯管产品遍布电厂、化工厂、钢铁厂、造纸、环保等多领域。


全自动弯管机维护及弯管速度要注意的一些方面 为了机器能长期正常运转,我们需要做好日常维护的方法和规范使用,广泛应用的全自动弯管机也不例外,需要对保养有一定的认识。 全自动弯管机在使用过程中,任何部件都可以在恶劣的环境条件(如雨水)、不当操作和误操作以及超载的情况下进行维修。弯管机各系统适用于±40℃及0~湿度环境下工作。弯管机适用于海拔0~3000米的地方。在弯管机作业前应选择合适的作业地点。现场可满足直、弯管管堆放,并确保地面可接受设备压力。 全自动弯管机维护要注意的一些方面: 1、长期存放的弯头和弯管,应按规定检查,经常对加工表面进行清洗,灰尘,整齐地存放于室内通风的地方,严禁堆放或露天存放。经常坚持弯刀单调而透风,坚持器皿干净而整齐,按照精方法寄存。 2、在安装时,可以按照连接弯头的方法,把设备直接安装到管道上,按照使用的方位进行安装。一般而言,可装备的方向为管道任意方向,但要便于操作检查,弯头弯曲只能用于水平设备。弯管机在安装设备时应注意密封,避免渗漏现象,影响管道的正常运行。 那以上就是全自动弯管机维护要注意的一些方面了哦,大家可以了解一下,有什么疑问和需要,可以直接联系我们,或者直接在网站上留下您的需求和联系方式,我们会及时与您联系的!



